



Skilling up for Additive Manufacturing
Metals Additive Manufacturing (AM) is growing in leaps and bounds. We talk to one of its experts, Dr Paul Guerrier of Moog Inc.

When an F-35B Lightning II Joint Strike Fighter makes a vertical landing on the new Royal Navy carrier HMS Queen Elizabeth, or a Formula One car takes Eau Rouge at a speed of 300 km/h, or when you thrill to your next 4D movie experience, there’s a good chance the beating heart of the system making the movement happen has a label on it saying ‘Moog’.

To many people outside the world of engineering, the name Moog is synonymous with electronic music. But while Dr Robert (‘Bob’) Moog’s company, Moog Music of North Carolina, has gone through several transitions, the ‘other’ Moog - Moog Inc. - has moved from strength to strength since its founding in the 1950s by Bill Moog in East Aurora, NY. There is a family connection - Bob and Bill were second cousins - but that’s as far as it goes. And while Bob invented the synthesizer, Bill patented a device known as the electrohydraulic servo valve, which quickly became known in the engineering world simply as the ‘Moog valve’. Today Moog Inc. operates worldwide, has global revenues of $2.9 billion (2021) and 13,000 employees, and is listed on NYSE.
Moog’s portfolio these days is wide and is not limited to hydraulics. Products range from electromechanical slip rings for wind turbine pitch controls, to electrostatic actuators for controlling the motion and engines of space vehicles, to high performance motors for medical devices like magnetic resonance imaging (MRI) scanners. Think of any kind of specialised motion requiring speed, accuracy, precision and power, and chances are Moog’s got a hand in it.
Learning and working with Moog’s fusion of electrics, electronics, precision mechanisms, fluid power, systems and control has been a fascinating career experience for many young engineers over the years, including - for 5 years at Moog’s UK headquarters at Tewkesbury in the mid-1980s - the writer of this article. So, it was a great pleasure to Zoom recently with Dr. Paul Guerrier, the manager of Moog’s Advanced Technology Center in East Aurora, to hear about a technology Moog has moved into in a big way during the last few years: Additive Manufacturing (AM).
The Big AM
Additive Manufacturing - the grown-up name for 3D Printing - is growing in leaps and bounds. Defined by ASTM as ‘a process of joining materials from 3D model data, usually layer on layer, as opposed to subtractive manufacturing methodologies’, AM components can be formed using plastics, ceramics, composites and - increasingly - metals. Moog AM is very much focused on metals and uses an AM technology known as Laser Powder Bed Fusion (LPBF). Paul describes LPBF for us: “we're taking a bed of [metal] powder, and then we’re laser welding the powder layer by layer. So it's a welding process”.
Paul goes on to describe how Moog built its AM capability. Starting in 2012, Moog collaborated with the University of Bath and Renishaw to investigate AM for a low leakage, small footprint, lightweight Moog valve for aerospace applications. It looked at a range of technologies, one of which was AM for the valve bodies. At the same time, another company in the US was busy building an AM bureau service, buying early LPBF machines and printing parts using their customers’ own designs. Paul explains: “At Moog, we were working down the path of making really good materials, understanding the geometries, and understanding the business cases. And then we came together in 2015, giving us a solid research background coupled with a solid manufacturing capability”. Paul goes on to tell us that some bureau work is still ongoing, but this is now running down as Moog increasingly focuses on AM for its own products.
While AM is certainly not being implemented across the whole of Moog’s product range, its opportunities are clear. Integrating multiple parts, reducing weight, producing subtractively impossible geometries, making quick turnarounds and producing low volume, high value components are all in the target zone. We talk about one AM’d product in particular, a lightweight hydraulic actuator with integrated servo valves and control electronics for mobile robotic applications. Moog calls it the Smart Actuator. The physical contrast with its machined predecessor is striking.
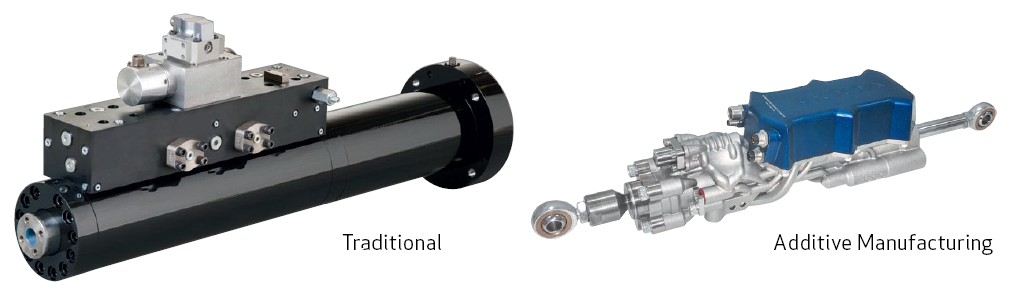
Image courtesy Moog Inc.
Digging a little deeper, we discover more of AM’s capabilities beyond pure weight and envelope reduction for products like this. Component count is lowered - perhaps most significantly, reducing the number of hydraulic plugs and seals and thereby increasing the calculated mean time between failure (MTBF) by as much as 30%.
But Paul tells us that AM is not a panacea for every application. He explains: “In terms of mechanical properties, we class an AM component as better than cast, but not as good as wrought. If you need some strange geometry and you were going to make a casting, or an assembly where you want to reduce the part count, then AM can be a great fit. But if it looks like a machine-from-solid part and that works for you, then you should probably continue to do that”.
AM and sustainability
In this article, we’re not going to get into the specifics of the sustainability implications of AM, other than to say that much research work is currently being done on the subject. The consensus seems to be that any current limitations of AM in terms of circular economy, health impact and sustainable processes will quickly be reduced as the technology matures and techniques like AM life-cycle analysis (LCA) - possibly even incorporated into the 3D CAD design process - are fathomed out and baked in. As this ScienceDirect article says: “Metal additive manufacturing has substantial economic benefits over conventional processes, and also decreased environmental effects could be even more significant for the industry's future”.
Paul offers a couple of insights. First, he observes that while the AM process produces much less scrap compared to swarf-producing ‘traditional’ machining, the process for getting to the raw material for AM can be very similar to the one for making bar stock. He says, “…oftentimes you might almost end up with bar stock and then convert it into powder for the additive process”. A good indicator for the validity of LCA in the sustainability case for AM.
Second, we talk about the potential for AM to shorten the supply chain, including distributed manufacturing and the possibility for making long lead-time spare parts at the point of requirement. Paul tells us that Moog has done some of that, but adds, “…some of that works well for the simpler parts. But for the complex parts, you may still end up with some finish machining to do on the interfaces. Most additive processes don’t give you the final application, but that's not to say it can't be solved. We’re seeing a world where you can AM your blank really close to the final part, with just some light cuts on a milling machine to finish it off. Which could mean a much simpler milling machine [than more complex CNC machines back at base, for example]. But that still seems a little further out than where we are today”. The DoD seems to agree, and they’re certainly looking at it.
Skilling up Moog for AM
We move on to talk with Paul about the build-up of skills in Moog’s workforce for the different disciplines associated with AM. Broadly, they fall into four skill categories: design; materials; process and manufacturing; and inspection and test.
We start with design. When this writer stepped out of Moog in the late eighties, its highly skilled teams of designers and drafters were experts in the capabilities and limitations of the machine tools - including the recently-introduced CNC machines - that would make their designs. Generally, straight lines were the order of the day - you can’t drill around corners, after all. So, the time-honoured 2D drawings were produced and 3D CAD - again, a relatively newcomer - was used to render the 2D into visualisations, mostly for sense-checking how things would look in the real world.
Unsurprisingly, the world has moved on. Paul again: “AM is a much more digital than older manufacturing methods. If you’re operating some kind of manual equipment, you don’t necessarily need the CAD model and a 2D drawing would be just fine. But for AM you may not actually need a 2D drawing at all. If the tolerances that can be achieved on the additive equipment are good enough, you don't need a drawing to make it, you just need the CAD model”.
In fact, the whole design mindset is different, akin to casting but opposite to subtractive machining. Rather than visualising a block of metal that you’re then whittling away, “you need to think of it as perhaps a tree or a plant growing. It starts from the bottom and it then grows up, which means it all needs to be connected to the bottom, otherwise it will fall apart”, says Paul.

Image courtesy Moog Inc.
Given AM’s relative newness, it’s no real surprise to learn from Paul that most of Moog’s skilling up has largely been done internally. Paul reckons Moog has trained upwards of 100 of its design staff on AM design, and similar internal upskilling has also been done in the other parts of Moog’s AM organisation. For materials, Paul says: “we were lucky here in the States to already have our materials and process engineering lab, where we had the ability to cut, mount and polish metal and look at it under high magnification light microscopes or under scanning electron microscopes, do elemental composition analysis, and various types of non-destructive testing. So, we simply processed our additive materials through the existing lab. And we got really good at doing it and came up with neat ways of batch processing and sampling so that you could keep an eye on your material quality”.
The AM process itself brings new skills requirements as well, not least a knowledge of each individual machine. Paul explains: “the current generation of AM machines are individual by serial number, not by model number, meaning that if you're going to get the best out of out of each machine, you need to tailor the process parameters for each one”.
He goes on to describe some of the other new AM processing skills. AM machines are a little different compared to traditional machine tools or CNC machines, with touch screen operation. Oxygen levels and moisture control are both important. There are the potential hazards associated with operating high-powered lasers, which are particularly important to be aware of during maintenance operations. And then there are the metal powders themselves, which can be quite reactive and require the wearing of PPE, as well as being potentially ignitable. Paul says, “you need to make sure sparks are under control, because if does light (depending on the alloy type) it can be really hard to put out”.
Finally, on to inspection and here again some new skills have been needed. Again, Paul explains: “you tend to have some asymmetry, which you probably don't want to put on a CMM [coordinate measuring machine] or try to tackle with callipers, which would be a nightmare. So, you do it digitally, using blue- or white-light scanning to create a point cloud which you then comparing against your original CAD geometry. Or you might go as far as X-ray CT [computed tomography]. So again, a very digital environment”.

Image courtesy Moog Inc.
Overall, Moog’s approach has been to build experts - designers, materials analysts, manufacturing engineers, machine technicians, QA personnel and others - who can interleave their more ‘traditional’ work with the new requirements AM brings. The only parts that seem to be separated are the AM machines themselves - at around 30 microns diameter, metals powder for AM manufacturing could be considered foreign object debris in the industrial and aerospace machine shops. So, while the AM machine rooms may feel a little like clean rooms, they’re like dirty rooms among some other parts of Moog’s manufacturing operations. A little like a kosher restaurant - meat one side, dairy the other.
What next for Moog AM?
Moog’s AM capability, like the rest of the AM world, continues to grow. Young engineers arriving at Moog generally come with some prior involvement with 3D printing in some form and are generally used to more digital workflows. The onboarding gap then remains the same as it’s always been - the discipline associated with working in industry and learning the terminologies and foibles of the particular market segment to which they’re assigned.
Meanwhile, the whole world is still learning about AM, and Moog is part of that learning process. Paul is keen to talk about the development of AM standards, in which Moog has been an active contributor for a number of years. He says a fully mature set of standards is some years away, but ASTM, SAE, NIST, NASA and others are all heavily involved in moving standards forward. Paul is well aware of the UK High-Value Manufacturing Catapult’s focus on Netshape and AM, and while it’s not a direct equivalent, he cites America Makes as a subscription-based organisation promoting the use of AM and running funded and part-funded projects on the other side of the Pond.
In terms of markets, Moog is now focusing hard on space applications and their opportunities. SpaceX, Blue Origin, Aerojet Rocketdyne and NASA have all had good success in areas like converting propulsion system components over to AM. For getting stuff into space, weight is really important. Plus it’s low volume and high value with all sorts of interesting shape and structural requirements, all good reasons for considering AM. And with exciting new capabilities - like digital twinning of individual serial numbered components linked to X-ray inspection signatures - coming along, then the final frontier awaits.
The Green Edge wishes Moog Inc. continued success in its AM endeavours.
Our thanks to Dr Paul Guerrier and Moog Inc. for their contribution to this article, and to Martin Jones of Moog in the UK for introducing us to Paul. See Moog’s additive manufacturing website here.
Moog is a registered Trademark of Moog Inc. Moog reserves all rights and can only be with the express written permission of Moog Inc.
Content provided by Moog was Cleared for Export Purposes.
Just one thing before you go. The Green Edge is looking for sponsors. Your sponsorship may be linked to a specific piece of content, a steer you would like to give us, or simply in recognition that we are adding value to the green skills narrative. It could be at any level, perhaps as a one-off contribution or maybe in more regular instalments. Most likely, we anticipate your sponsorship would be on behalf of your organisation. At whatever level, your support will be valued by us and will help us greatly with our plans for developing The Green Edge.
If you’d like to talk to us about sponsorship, please email us by clicking the button below. Thank you.
